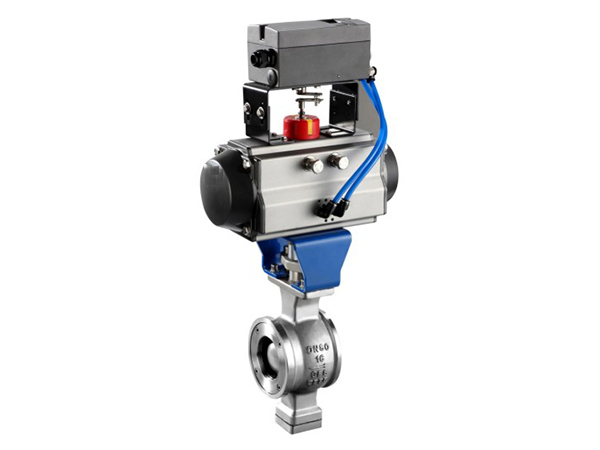
调节球阀主要由气动或电动执行机构与V型球阀两部分组成。其阀芯设计有V型缺口,通过旋转运动实现对流体的精确调节。在安装
调节球阀时,需从安装前准备、安装过程操作、安装后检查三个阶段关注细节,以确保阀门性能稳定、运行安全。以下是具体注意事项:
一、安装前准备
阀门检查
外观检查:确认阀门无裂纹、砂眼、锈蚀等缺陷,阀体标识清晰(如型号、压力等级、流向箭头)。
内部清洁:用压缩空气或清水冲洗阀腔,清除焊渣、铁屑、灰尘等杂质,防止卡涩或密封面损伤。
密封测试:对软密封阀门进行气密性测试(如浸泡水中加压观察气泡),确保无泄漏;硬密封阀门需检查阀座与球体贴合度。
执行机构调试:若为电动或气动阀门,需提前通电/通气测试开关动作是否灵活,限位开关是否准确。
管道匹配
管径一致:阀门入口/出口管径应与管道内径一致,避免因截面积突变导致流阻增大或涡流。
法兰标准:确认阀门法兰与管道法兰的公称压力、密封面形式(如RF、RJ)匹配,螺栓孔中心距偏差≤±1mm。
流向确认:根据阀体箭头标识或工艺要求,确保介质流向与阀门设计方向一致(尤其单向密封阀门)。
环境评估
温度范围:阀门材质需适应工作环境温度(如低温工况需选防冷脆材料,高温工况需选耐热合金)。
腐蚀性介质:若介质含强酸、强碱或氯离子,需选用哈氏合金、钛合金等耐腐蚀材质,并配置防腐涂层。
空间布局:预留足够的操作空间(如阀门手轮或执行机构周围需≥0.5m净距),便于后期维护。
二、安装过程操作
法兰连接
垫片选择:根据介质压力、温度选用金属缠绕垫、聚四氟乙烯垫或橡胶垫,避免使用石棉垫(易老化泄漏)。
螺栓紧固:采用对角交叉紧固法,分2-3次逐步拧紧至规定扭矩(参考阀门说明书),防止局部应力集中导致法兰变形。
对称性:确保阀门与管道法兰同心,偏差≤0.5mm,避免阀门受剪切力损坏。
焊接连接(若适用)
坡口处理:焊接前对阀门与管道的对接坡口进行打磨,去除氧化层,露出金属光泽。
预热与后热:对高碳钢或合金钢阀门,需按材质要求预热至150-300℃,焊接后缓冷至室温,防止裂纹。
焊缝检测:焊接完成后进行100%射线探伤或超声波检测,确保焊缝无气孔、夹渣等缺陷。
执行机构安装
水平度调整:电动/气动执行机构需水平安装,避免因倾斜导致传动部件磨损或信号反馈错误。
气源/电源连接:气动阀门需配置过滤器、减压阀和油雾器(三联件),确保气源干燥、清洁;电动阀门需接地保护,防止漏电。
行程校准:通过限位开关或定位器调整阀门全开/全关位置,确保实际行程与信号反馈一致。
三、安装后检查
泄漏测试
低压试压:缓慢升压至1.1倍设计压力,保压10分钟,检查法兰、焊缝、填料处无泄漏。
高压试压:若工艺要求,可升压至1.5倍设计压力(不超过阀门额定压力),保压5分钟,确认无永久变形。
功能验证
手动操作:对带旁通阀的阀门,先开启旁通平衡压力,再手动操作主阀,确认开关灵活无卡阻。
自动控制:通过DCS或PLC系统发送开/关信号,验证执行机构动作与反馈信号同步,调节精度符合要求(如线性度误差≤±1%)。
标识与记录
流向标识:在阀门附近管道上标注介质流向箭头,避免误操作。
安装档案:记录阀门型号、安装日期、试压数据、执行机构参数等信息,便于后期追溯维护。
四、特殊工况注意事项
低温工况:阀门需安装保温套或电伴热,防止介质结冰导致阀体冻裂。
高温工况:阀门与管道间需预留热膨胀补偿量,避免因热应力损坏。
振动环境:对泵出口等振动源附近的阀门,需加装减震支架或柔性接头,降低振动影响。



 销售热线:13711908992
销售热线:13711908992


 业务咨询
业务咨询 技术支持
技术支持 关注抖音
关注抖音